Last Updated: February 27, 2025
How to Improve the Fastness Properties of Pigment Printed Cotton Fabric
Authors:
Muhammad Haris
Ibrahim Khalil
Malik Muhammad Anus
Aoun Muhammad1
Department of Textile Engineering
Ned University of Engineering & Technology, Karachi, Pakistan
Email: muhammadaoun18@gmail.com1
ABSTRACT
This project broadly covers importance of factors which affect fastness properties and how changing those factors influence fastness properties. Pre-screening is done first to find out the key factors which influence fastness properties and further experiments are carried out in the light of results obtained from Pre-Screening.
The important factors are binders concentrations, pH of print paste, thickeners viscosity, results at different curing time and temperature are evaluated,effects of different concentration of fixer is also checked, different amount of softener is used and also combination of both fixer and softener is evaluated in pigment printing to find out the best possible recipe which gives improved fastness properties.
CHAPTER 1
Introduction
1.1. Project background
Pigment use for textile products is increasing over the last 50 years. Pigment are now used to produce printed products for a number of end uses including apparel, home furnishing, crafts, etc. Pigment printing offer a solid range of coloring with very good end use properties at a reasonable cost on wide range of basic fabric.[1]
Regardless of different fabric surfaces, it can be used on any textile material because of its adaptability in terms of creating a system with different base products and auxiliaries, pigment printing also responds well to the ecological, textile disposal and economic demands of today. Pigment printing despite being cheap as compare to dyes it does not have good fastness properties so the project revolves around improving the fastness properties considering the effects of k/s and L*a*b values as well.[1]
A good quality pigment is characterized by:
- Brilliance and high color value relative to the pigment concentration in the paste.
- Minimum stiffening in the handle of textile.
- Generally acceptable fastness properties.[2]
1.2. Project Aim
To improve the fastness properties of the pigment printed cotton fabric.
1.3. Project Objectives
- To find out the potential factors which affect fastness properties of the pigment printed fabric.
- To carry out experiments at various different factors.
- To produce the range of recipes which give best fastness properties.
1.4. Report Layout
Pigment printing has excellent light fastness property but crocking and washing fastness are average. Therefore, researches and experiments are being conducted to achieve the project goals.
CHAPTER 2
2. Literature Review
2.1. Background of Pigment Printing
Pigment printing dominates the textile printing industry due to its many good qualities. Pigment printed fabrics have high fastness to light and vibrant colors. Pigments can be printed on any fibers and blends and they are less expensive than dyestuffs. Due to a simple printing and fixation process, pigment printing is suitable method also for making small batches, simply equipped printing studios. Limitation of pigment printing is that polymer layers that enclose the pigments on the surface of fabric can break easily and this results in poor rubbing fastness. [3]
The pigment printing of a textile fabric includes the following steps:
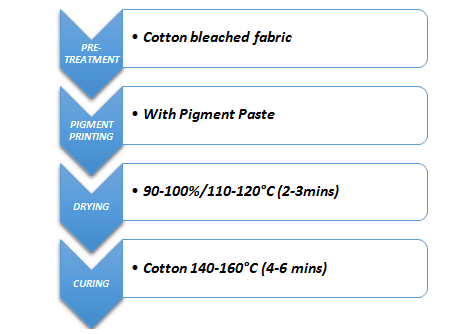
2.1.1. Standard Recipe of Pigment Printing
- Binder 200g/Kg
- Fixative 10g/Kg
- Softener 10g/Kg
- Thickener 15g/Kg
The above recipe is subjected to vary upon the amount of pigment and shade.
2.1.1.1. Pigments
A substance in particles form that is insoluble in a medium but can be mechanically dispersed in the medium to alter its color and light scattering properties.
Pigments are used as fine particles varying in size from 0.01 to 100 micrometers.
2.1.1.2. Binder
Pigment binders are molecular aggregates not having any groups to react with substrate or fiber. After drying, a film is formed by the binder which adheres to the fabric by enclosing the pigment.
The reaction between the binder and the cellulose may be represented as follows
Binder -CH2OR + HO-Cell → Binder -CH20-Cell + ROH
The following different functional groups are present in the binders:
- Carboxyl functionality –Binders contain acrylic acid or methacrylic acid as co-polymers. Provides sites for cross-linking reactions.
- Amide Functionality – Acrylamide as a part of the functional group. Binders having substituted acrylamide groups have self-cross linking properties.
- Monomers of butadiene based binders provides elasticity, while styrene and acrylonitrile give oil and solvent resistance Disadvantages are oxidation and discoloration due to residual double bonds.
2.1.1.3. Thickeners
Printing colors have to be thickened to obtain sharply defined prints with uniform coverage. Thickeners are high molecular weight compounds giving viscous paste in water. These impart stickiness and plasticity to printing paste so that it can be applied to a fabric surface without spreading and be capable of maintaining the design outline even under high pressure. Their main function is to hold or adhere the dye particles in the desired place on the fabric until the transfer of the dye into the fabric and its fixation is completed. [4]
2.1.1.4 Auxiliary Agent
2.1.1.4.1. Fixer
Typical cross linkers or fixer used as auxiliaries are based on melamine resin. These additives are used to improve colorfastness of pigment print. In conjunction with the acrylic binder, the melamine crosses linkers helps provide additional bonding of the pigment color to the fabric surface.
2.1.1.4.2. Softeners :
These additives are necessary at time to enhance the softness of the pigment printed film. There are two main types of print softeners.
- One is based on emulsion of various silicon oils
- Other is based on emulsion of mineral oil.
Both types will work to soften the hand of a pigment print. The silicon based products are usually more effective, but will cost more than mineral based products. Typical softeners usage levels are in the ranges of (1-2)%. Usage above these levels will affect colorfastness. [7]
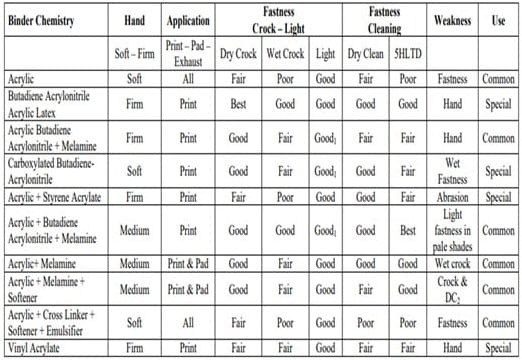
2.2. Research Articles
2.2.1. Comparison of Fastness Properties by using Acrylate and Butadiene Based Binders
Selection of binder is an important step in developing a recipe which will fulfill the specific requirement.
Pigment fixation on textiles relies on binders that require a curing process to hold the pigment on a textiles.
Elasticity and improved adhesion of the film to the substrate is achieved by crosslinking. The reaction between the binders and the cellulosic substrate may be represented as follows in equation:
Binder-CH2-OR + HO-Cellulose ⇌ Binder-CH2-O-Cellulose + ROH, where R is CH3 or H.
Cross linking improves fastness properties but affects handle of the fabric adversely. Toughness of the binder film as well as water resistance of the binder affects the wet crocking.
For this experiment two print pastes are prepared with 15% of each butadiene and acrylate based. Both butadiene and acrylate based binder shows better fastness properties with the increase in binder concentration.
Butadiene based binder showed better results of crocking fastness and also more formaldehyde release as compared to acrylate based binder.
Butadiene based binder, no doubt showing great results but the world today is more concerned to eradicate those product capable of causing cancer. The butadiene based binder is banned and classified as apotential carcinogen by the International Agency for Research on Cancer (IARC).
According to this research paper binder concentration increases the wet and dry crocking for both binders but due to the fact that butadiene based binder is classified as a potential carcinogen and because of this in experimentation acrylate based binder is used only with different concentrations which also gives good results and is not harmful for health and does not cause any problem.[1]
2.2.2. Effects Of Binder Thickener Relationship On Fastness Properties
Rheology of thickener influences printing process. A synthetic thickener composed of a long chain polyacrylic acid is used in the print paste. The thickener is an integral part of this print paste, producing a much smoother and more controlled application. The relationship between viscosity and printing is important in all types of textile printing application
After experimentation it was observed that the wet and dry crocking fastness varies half grade with the increase of thickener viscosity into pigment paste up to a certain limit and then decreases. Moreover 2% thickeners print paste gave good crocking fastness on printed fabric. It was also observed that when binder concentration increased, the wet and dry crocking fastness also increased. Moreover at a binder concentration of 15% showed optimum results of crocking i.e. both wet and dry rubbing fastness. For the consequence it did not make printed fabric hand feel harder.
By careful analysis of above results, it is determined that there needs to be an optimum amount for both thickener and binder in print paste to obtain the best fastness results.
After studying this research paper we found the best results of both dry and wet crocking fastness as well as the washing fastness are obtained at the optimum quantity of binder and thickener. Previously in the start of screening only the concentration of binder was increased and concentration of thickener was kept constant and because of it best possible results were not obtained, after getting from this research paper regarding binder-thickener relationship and applying that relationship in screening, improved results were obtained.
2.2.3. Effects of Binder and Viscosities of Print Paste on Crocking Fastness Properties
The fastness properties of print paste depends highly on the viscosity of print paste. The same paste can give different results at different viscosities. In this research paper three different binders at three different viscosities are evaluated for both dry and wet crocking fastness.
The binders taken for experimentation are binder F, binder F.T and binder 77, to evaluate their performance at different viscosities three different colors red, orange and flavine are taken and three different viscosities (6000, 8000 and 9000) are maintained for the paste of each color.
The best results of dry and wet crocking fastness for all binders and colors is found at 8000 CPI among all viscosities.
On the basis of above results, it is concluded that not only the type or amount but also the viscosity of the print paste is important for achieving best crocking and washing fastness results. With this result, a new potential variable in the form of viscosity is there. [4]
2.2.4. Effect of Curing Temperature on Pigment Printing Properties of Cotton
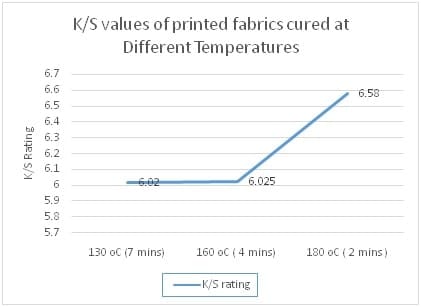
Curing temperature affects sharpness, K/S and fastness of pigment printed samples. When the printed fabric has been raised to an adequate temperature the binder gives enough energy to form a continuous film that incorporates the pigment particles and adheres satisfactorily to the fiber surfaces. An increasing trend can be observed up to 150oC, at this temperature printed sample showed good fastness to all agents and beyond this temperature there was no noticeable increase in fastness. In the case of K/S value, increase in depth can be noticed as the temperature is being raised to 150oC hence this shows that the temperature helps releasing pigment particles from thickener film to fiber surface. Increasing temperature beyond 150oC resulted in decrease of K/S value because of change in binder film properties. [10]
2.2.5. Effect of Fixer Concentration on Pigment Printing Properties of Cotton
Fixer is used as a cross linking agent for binders and its concentration determines the degree of networking. A sample printed with high fixer concentration i.e. more than 10g/kg shows better rubbing and washing fastness. Better results are obtained because of the formation of appropriate three dimensional links of the binder with printing paste when fixer is used.
Using extremely high amount of fixer does not cause any noticeable difference in fastness properties. [10]
2.2.6. Effect of pH on Fastness Properties of Pigment Printing
The print paste stability and its fixation depends highly on the medium i.e. pH of the paste. Acidic condition gives best fastness properties results because binder reacts better in the acidic condition and form networks which capture the pigment particles. Ammonia is used for pH adjustment, print pastes are stabilized by ammonia during storage.
CHAPTER 3
3. Screening
The purpose of screening is to find the parameters that influence the dry and wet crocking fastness and to find the parameters that needs to be kept constant during final experimentation. These variable and constant parameters are marked as variable or fixed on the basis of obtained results of experimented samples..
The parameters that were changed during screening are;
- The amount of binder
- Curing time and temperature
- Fixer
- pH variation
Materials:
Fabric
The fabric used in screening is an optical brightener free, bleached 100% cotton plain woven fabric of 100 (g/m2) GSM and 123 EPI /78 PPI, supplied by Younus Textile Mills Pvt Ltd.
Chemicals and Auxiliaries
The chemicals and auxiliaries used are provided by the Archroma. These are the chemicals and auxiliaries used during experimentation.
- Commercial Pigment Printofix Blue A-B and Black T-M
- Lutexal HIT plus thickener
- HelizarinET Liq c Binder
- Luprintol Fixing Agent VLF Liq
Experimentation:
The experimentation part consist of three processes in which all the parameters which have influence on fastness properties of pigment printing were changed. All the experimentation was done under highly maintained lab of Archroma. The printing paste is prepare with the agitator to ensure the uniformity and to maintain viscosity, the viscosity of paste was checked by the DV2T viscometer. The printing technique used was the Magnetic printing to ensure the uniform print.
3.1. Effects of Curing Time and Temperature on Crocking Fastness
Curing time and temperature has a great influence on the fixation of pigment. In this process it is varied simultaneously to check their effect on fastness properties of pigment printing. The standard time and temperature for curing is 5mins and 150oC as a general rule of thumb if temperature increase by 10oC the time for curing should be decreased by 1min to avoid over curing.
The pigment used for making paste is 0.5 % Shade, binder used is 8 % and thickener used is 2% in this experiment.
Table 3.1 Crocking Fastness at Different Curing Temperature
| S.No | Temperature (oC) | Time (minutes) | Dry Crocking | Wet Crocking | K/S |
| 1. | 130oC | 7 | 4.5 | 3.5 | 6.02 |
| 2. | 160oC | 4 | 4.5 | 3.5 | 6.025 |
| 3. | 180oC | 2 | 4.5 | 3.5 | 6.58 |
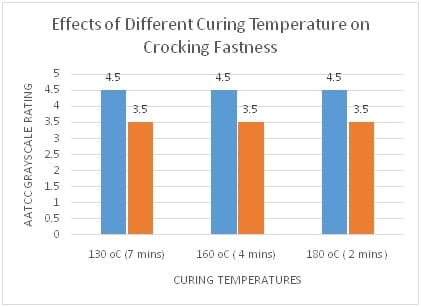
3.1.1. Results
From the data it is concluded that light shades already have good wet and dry fastness so it is decided to increase the amount of pigment and also the temperature and time for curing were change in order to get the optimum condition that would create minimum change in shade.
3.2. Effects of Fixers on Crocking Fastness
In this process fixer is used to increase the fastness properties of pigment print. Fixers increased the cross linking which create the network to encapsulate the pigment particles. Generally the amount of fixer used in industry is 2%, four different amount of fixers are used to check the best results of fastness obtained at a particular amount.
For this experiment the Pigment used is 2 % Shade,binder used is 10 %,thickener used is 2 % and curing temperature and time is 160oC and 4 minutes.
Table 3.2 Crocking Fastness at Different Fixer Amount
| S.no | Fixers Amount (%) | Dry Crocking | Wet Crocking | K/S |
| 1. | 1 % | 4 | 3.5 | 7.65 |
| 2. | 2 % | 4.5 | 3.5 | 8.21 |
| 3. | 4 % | 4 | 3.5 | 8.01 |
| 4. | 8 % | 3.5 | 3 | 7.82 |
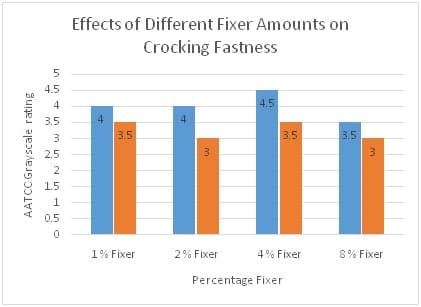
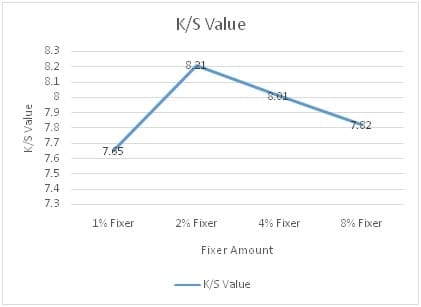
3.2.1. Result
In these samples we have used 2% pigment and we have used different amount of fixers and from the above results it is concluded that 2% amount of fixers has given the best results of wet and dry crocking and also of K/S, increasing the amount of fixer has reduced the both wet and dry crocking. From this it is decided that 2% fixer will be used in final screening.
3.3. Crocking Fastness in Neutral, Acidic and Basic pH with Different Binder Amount
The fastness properties of pigment printing depends highly on the pH of the print paste. For the same recipe and curing time and temperature the results of fastness properties will be different in different medium (alkaline, acidic or neutral). In this experiment three different amount of binders are used with three different pH to get the best results of fastness properties in the suitable medium (alkaline, acidic or neutral).
The Pigment used for this experiment is4 % Shade, Thickener used is 2-3 % and Curing temperature and time are 160oC and 4 minutes. Binder amount is varied.
Table 3.3 Crocking Fastness at Diff Binder Conc. and in three Diff medium Neutral, Acidic & Basic
| S.no | Binder Amount(%) | pH | Dry Crocking | Wet Crocking | K/S |
| 1 |
15 % | Neutral | 3.5 | 2.5 | 9.96 |
| 2 | 5.5 | 3.5 | 3 | 10.67 | |
| 3 | 8.5 | 3.5 | 2.5 | 10.03 | |
| 4 |
22%
| Neutral | 3.5 | 2.5 | 9.57 |
| 5 | 5.5 | 4.5 | 3.5 | 10.05 | |
| 6 | 8.5 | 3.5 | 2.5 | 9.67 | |
| 7 |
30 % | Neutral | 3.5 | 2.5 | 9.12 |
| 8 | 5.5 | 4 | 3 | 9.56 | |
| 9 | 8.5 | 3.5 | 2.5 | 9.28 |
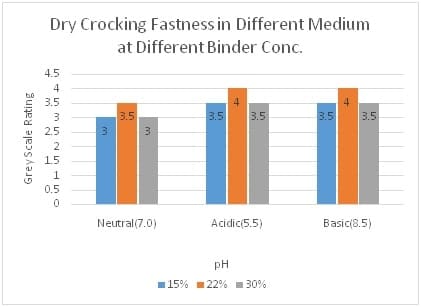
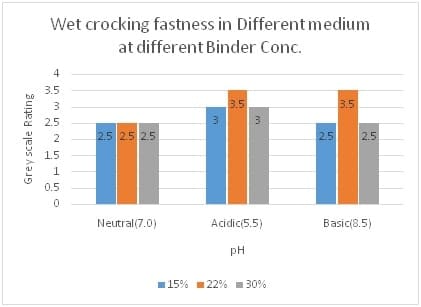
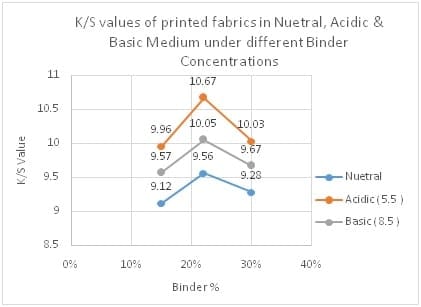
3.3.1. Results
In these samples the amount of pigments increased to 4% and black pigments is used to obtain more severe results and to analyze results more critically. With 4% pigment, different amounts of binders are used to check the best results of crocking fastness at suitable amount of binder.
Pigment printing gives best fastness results in acidic pH of around 5.5 but at 15% amount of binder the results obtained are almost same in neutral, acidic and alkaline pH. So it is decided to increase the amount of binder to 22%.
At 22% amount of binder the results of dry and wet crocking fastness in acidic condition are best among all amounts of binders. From this result it can be concluded that amount of binder depends on both shade and amount of pigment and that the best results of rubbing fastness are achieved in the acidic medium but at suitable binder amount.
As the amount of binder increases to 30%, the viscosity decreased because the amount of thickener was kept constant. This shows that not only the amount of binder but the binder thickener relationship is also very important.
On the basis of obtained results of all experiments some parameters such as binder amount, fixer amount, pH of print paste and curing time and temperature are considered as variable for final experimentation and some parameters such as pigment shade, thickener and cotton fabric are kept constant.
CHAPTER 4
4. Experimentation
4.1. Material
All of the printing is done on 100% scoured bleached cotton fabric of 130 g/m2.Helizarin ET Liq c is used as binder as it is acrylate based and pigment Printofix Black TM is used as black pigment has low crocking fastness. The thickener Lutexal HIT Plus Liq, fixer Luprintol fixing agent VLF liq e and softener Solusoft SIE liq e and Ceralube SVN liq e were used to perform the experimentation work. All of the material is provided by Archroma Pakistan Ltd.
4.1.1. Binder Used
Helizarin Binder ET Liq c:
Table 4.1 Properties of Binder Helizarin ET liq c (From Archroma manual)
| Chemical Character | Polyacrylate and anionic surfactant in water. |
| Physical form | Low viscosity liquid with product specific odor. |
| pH | 8 |
| Solubility | Immiscible with water in all proportions |
Acrylate based binder is selected on the basis of the research article studied as it is not carcinogen. Helizarin Binder EL Liq c permits the production of prints with an excellent fastness properties, including dry cleaning fastness property. They provide pleasingly soft handle.
Table 4.2 Binder Properties
4.1.2. Pigment Used
Printofix Black T – M
Printofix Black T-M Pigment is most commonly used for black shade and its price is low as compared to other. It has following properties:
- High pigment concentration
- Best suitable for Öeko-Tex 100
- Stable at temperatures below 0°C
- Very little influence on viscosity of synthetic thickener
- Low viscosity
- Formaldehyde free
- Suitable for discharge
Compatibility with
- Anionic products.
- Nonionic products.
- Cationic products
Properties
Table 4.3 Properties of Printofix Black T-M (From Archroma manual)
| Appearance | Black, low viscous, liquid dispersion |
| Chemical Characteristics | Carbon dispersed in water |
| Ionic characteristic | Anionic |
| pH | 7.5 – 8.5 |
| Storage stability | 6 month |
4.1.3. Thickener Used
Lutexal HIT Plus liq.
Properties
- Sharper and better defined prints easy to handle.
- Instantly modifies theology and viscosity of printing paste formulations.
- Good color brightness and yield.
Table 4.4 Properties of Lutexal HIT Plus (from Archroma manual)
| Appearance | Low viscosity, readily pourable suspension with ammonia odor. |
| Chemical characteristic | Anionic vinyl polymer, non ionic surfactant in water. |
| pH | 8 approx |
| Boiling Point | Approx. 100°C |
| Storage stability | 12 month |
| Solublity in water | Miscible/emulsifiable with water in all proportion. |
| Density (at 20°) | Approx 1.0 g/cm3 |
| Flash Point | Approx 72 °C |
Fixer Used:
Luprintol Fixing AgentVLFLiq e
Properties
Table 4.5 Properties of Luprintol Fixing AgentVLFLiq e (from Archroma manual)
| Appearance | Clear Colorless Liquid |
| Chemical character | Methoxymethylmelamine, polycondensate in water/solvent. |
| Density at 20°C | Approx (1.1 gm/cm3) at 20°C |
| Boiling Point | Approx 97°C |
| pH | 7-8 ( Undiluted ) |
| Dilutability | Miscible with water in all proportions. |
| Storage Stability | 6 months |
Very low formaldehyde crosslinking agent for improving the wet fastness properties of pigment prints
4.1.4. Softener Used
The names of the softener used for experimentation are
- Solusoft SIE Liq
- Ceralube SVN Liq
Properties
Table 4.6 Properties of solusoft SIE Liq (from Archroma manual)
| Appearance | White , slightly opaque emulsion |
| Chemical characteristic | Amino functional polysiloxane |
| Ionic character | Weakly cationic |
| Shelf life | 12 months |
| Dilutability | Miscible with cold water in all proportion. |
The liquor pick-up should be 75-80% and the experimentation is performed at 80 % pick up.
Table 4.7 Properties of ceralub SVN Liq (from Archroma manual)
| Appearance | White ,thin flowing liquid |
| Ionic character | Non ionic |
| Density at 20oC | Ca.1 |
| pH value | 6±0.5 |
| Dilutability | Dilutable with cold water in all proportion. |
| Storage stability | Good between -5oC and 40oC, 12 month at temperature below 50oC |
4.2. Method
4.2.1. Method of Preparing Printing Paste
Print paste is prepared by taking specific amount of water in which binder, thickener and auxiliaries are added as per recipe and stir to make the paste. The paste is stirred with the help of agitator.
Stock paste is prepared and printing pastes required are prepared by the following recipe.
Table 4.8 Pigment Printing Recipe
| Pigment | 5% |
| Binder* | X |
| Thickener | 2-3% |
| Fixer** | X |
| Softener*** | X |
| pH | 6.5 |
| Distilled water | Y |
| Total | 200gm |
*The binder’s concentrations were (15, 20, 25, and 30%)
**The fixer concentration were (2,4 and 6%)
***The softener amount were (1,2,and 4gm )
Acetic acid is added to make the paste slightly acidic (6.5 pH). pH is checked with the help of pH strip.

Then the viscosity is checked with the help of DV2T viscometer.

After checking and maintaining pH pigment is added into the paste to make it ready for print.
Printing with Magnetic squeegee:
All of the fabrics are printed with magnetic squeegee to overcome the errors/problems of shade variation by hand.

4.2.2. Method of Drying & Curing of Printed fabrics
After printing, the printed fabrics are dried in the dryer at 120◦C to remove excessive moisture. The printed fabrics are then cured at different temperature (150,160 and 180◦C) at different time of curing ( 3,4and 5min).
4.2.3. Method of Evaluation and testing
The printed fabrics are conditioned for 24 hours before evaluation of crocking and washing fastness by AATCC 08 and AATCC 61-2A.
4.3. Testing methods
4.3.1. AATCC TEST-METHOD-08
4.3.1.1. Objective
This test method is used to determine the amount of color transferred from the surface of colored textile materials to other surfaces by rubbing. Test procedure utilize white test cloth squares, both dry and wet with water.
4.3.1.2. Principle
A colored test specimen is rubbed with a white crock test cloth under controlled conditions.Color transferred to the white test cloth is assessed by a comparison with the Gray Scale for Staining or the Chromatic Transference Scale and a grade is assigned.
4.3.1.3. Apparatus And Materials
Crockmeter is used to perform the AATCC 08 test and test cloth, cut in 50mm squares are used. Grey scale is used to assess the test specimen.

4.3.1.4. Test specimen
Two specimens are used, one each for the dry and the wet testing. Additional specimens may be used to increase the precision. Cut the specimens at least 50 × 130mm (2.0 × 5.1 in.) and position for testing preferably with the long dimension oblique to warp and filling or wales and courses.
4.3.1.5. Procedure
4.3.1.5.1. Dry Crocking Test
Condition the test specimens and the crock squares for crock testing as directed in ASTM D1776, Standard practice for conditioning and testing textiles. Condition each specimen for at least 4 h in an atmosphere of 21 ± 1°C (70 ±2°F) and 65 ± 2% RH. Place a test specimen on the base of the crockmeter resting flat on the abrasive cloth with its long dimension in the direction of rubbing. Place specimen holder over specimen as an added means to prevent slippage. Place a crock cloth square, the weave parallel with the direction of rubbing, over the end of the finger which projects downward from the weighted sliding arm. Lowered the covered finger on the test cloth,crank the meter handle 10 complete turns at the rate of one turn per second to slide the covered finger back and forth 20 times. Remove from the test and evaluate their results.
4.3.1.5.2. Wet Crocking Test
For preparing crock cloth squares, first weight the crocking cloth then wet out white testing cloth in distilled water. Prepare one cloth at a time. After weighing the dry crock cloth, using a pipette for draw up water in ml to 0.65 times weight of cock cloth.
Y = weight of the dry cloth
Water in ml required = Y*0.65
OR
Weight of the crocking cloth after wetting = Y+Y*0.65
Rest of procedure same as for dry crocking.
4.3.1.6. Evaluation
Rate of amount color transferred from the testing cloth to the white test cloth under examination by means of Grey scale for staining.
General requirement for dry crocking of pigment printed cotton fabric is 4.
General requirement for wet crocking of pigment printed cotton fabric is 3.
4.3.2. AATCC TEST METHOD-61 2A
4.3.2.1. Objective
This test method is to determine the colorfastness to washing of textiles which are expected to withstand frequent laundering.
4.3.2.2. Principle
Specimens are tested under appropriate conditions to achieve color change similar to five hand or home launderings. The color change is obtained in a conveniently short time. The abrasive action is a result of the frictional effects of fabric against container, the low liquor ratio and the impact of the steel balls on the fabric.[11]
4.3.2.3. Apparatus and material
Laundrometer to perform the AATCC 61 2A. Stainless steel balls, 6 mm (0.25in.) in diameter. Grey scale is used to assess the testing specimen. AATCC detergent is used.
4.3.2.4. Test specimen
The sizes of the specimens required 50 × 150 mm (2.0 × 6.0 in.) for 2A. Test only one specimen in each container.
4.3.2.5. Procedure
Wash liquor is prepared by dissolving 0.15% of detergent in the total volume. Heat the liquor at 49oC to raise the temperature of the liquid. Add in each stainless steel cylinder 150ml solution and 50 steel balls and heat the cylinder in the laundrometer at a temperature of 49oC for about 5 minutes so as to raise the temperature. Place the specimen in the container, close the container and operate the machine at 49OC for 45 minutes. Start the laundering machine and run it at 40 ± 2 rpm for 45 min. Remove the specimen from the container than rinse the specimen and evaluate the result of specimen. Rinse each test specimen three times, in beakers, in distilled water at 40 ± 3°C (105 ± 5°F) for 1 minute periods with occasional stirring or hand squeezing. Dry the specimens in an air circulating oven in which the temperature does not exceed 71°C (160°F). Allow specimens to condition at 65± 2% relative humidity and 21 ± 1°C (70± 2°F) for 1 h before evaluating. [11]
4.3.2.6. Evaluation
4.3.2.6.1. Evaluation of color change:
Evaluate the change of color of the test specimens by comparison with the Gray Scale for Color Change and record the numerical rating that corresponds to the appropriate one on the Gray Scale.
4.3.2.6.2. Evaluation of staining:
Evaluate staining by comparison with the Gray Scale for Staining and record the numerical rating that corresponds to the appropriate one on either of them.
4.4. Measurement and analysis
4.4.1. Gray Scale:
Gray Scale for color change shows the amount of fading with exposure to environment and washing and the gray scale for staining shows the amount of staining of materials that are washed with specimen. Both scales are based on relative small difference between a product standard and lot sample of any color in comparison to these two gray scales.

4.4.1.1. AATCC Evaluation Procedure 1
4.4.1.2. Gray Scale for Color Change
This evaluation procedure uses Gray Scale for visually evaluating changes in color of textiles resulting from colorfastness tests. The result of a colorfastness test is rated visually by comparison of thethe untreated and treated specimens with the differences represented by the Scale. The colorfastness grade is equal to the gray scale step which is judged to have the same color or contrast difference.[12]
4.4.1.2.1. Scale readings
The color lossis evaluated using the gray change scale by comparison. The amount of contrast between the treated and untreated fabric is related to one of the standard pairs to yield the gray scale rating. On this scale, 5 indicates that no color was lost, and 1 indicates that most color was lost.[12]
4.4.1.3. AATCC Evaluation Procedure 2
4.4.1.3.1. Gray Scale for Staining
This evaluation procedure describes the use of the Gray Scale for evaluating staining of textiles resulting fromcolorfastness tests.The result of staining from a colorfastness test is rated by visually comparing the difference in color or the contrast between the stained and unstained specimens with the differences represented by the Scale . The colorfastness grade is equal to the Gray Scale step which is judged to have the same color or contrast difference.

Colorant Staining ( Transfer ) Grade
No transfer 5.0
Transfer equal to Row 4.5 4.5
Transfer equal to Row 4 4.0
Transfer equal to Row 3.5 3.5
Transfer equal to Row 3 3.0
Transfer equal to Row 2.5 2.5
Transfer equal to Row 2 2.0
Transfer equal to Row 1.5 1.5
Transfer equal to Row 1 1.0
4.5. Color strength measurement
4.5.1. AATCC Evaluation Procedure 6
Instrumental Color Measurement
This evaluation procedure describes the proper measurement of the color (or colored appearance) of specimens by means of instruments as required in many of the current AATCC test methods. [12]
Procedure
Select the appropriate section (Reflectance or Transmittance) for specimen to be measured then calibrate the instrument according to the section. Prepare the specimen then place that specimen into the machine.Measure the color of the specimen, obtaining the appropriate spectral results.
4.5.1.1. Apparatus and Materials
Reflectance color measuring instruments used in our testing is Data color 650 TM spectrophotometer. Reflectance color measuring instrumentation illuminates a specimen andmeasures the amount of light which is reflected from the surface of the specimen. [12]
4.5.1.2. K/S value
The ratio of co-efficient of absorption and co-efficient of scattering named as Kubelka-Munk ratio also known as K/S. It is measured by color matching software and is having no unit. Color strength is also known as color yield, dye strength. Reflectance (%) of the printed fabric samples was measured by using Data color 650 TM spectrophotometer. In practice, reflectance value (R) of the dyed sample is measured by the color matching system which is converted to K/S using the relationship.
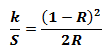
Where; R is the reflectance factor, K is absorbance of dyestuff, S is the scattering of substrate. It is measured to compare the shade depth of each printed sample against standard.[13]
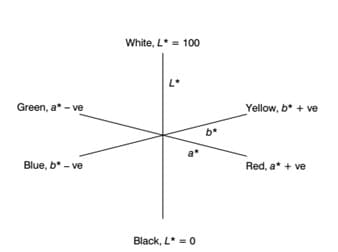
4.5.1.3. The CIELAB color space
Color measurement readings in terms of opponent colors, red–green or a* and blue–yellow or b*, and of the color’s lightness (L*), as described in Hering’s color vision theory.The three parameters calculated are L*, a* and b*. The value of L* for a given color varies between 0 (perfect black) and 100 (perfect white), and gives a measure of the lightness of the color. The value of a* is a measure of the red–green character of the color, with positive values for red shades and negative values for green. The value of b* gives the yellow–blue character with positive values for yellow shades and negative for blues. [14]
4.6. Recipe
4.6.1. EXPERIMENTATION AT 6.5 pH and DIFFERENT BINDER CONCENTRATION
Table 4.9 Experimentation at 6.5 pH & Diff Binder Conc.
| Recipe | Crocking Fastness | Washing Fastness | Color Strenght | |||||||
| S # | Binder (%) | Cure Time | Cure Temp | pH | Dry | Wet | Shade Change | Staining | K/S Values | AVG K/S |
| 1 | 15 | 5 min | 150°C | 6.5 | 4 | 2.5 | 4.5 | 4.5 | 14.73 | 15.12 |
| 2 | 4 | 2.5 | 4.5 | 4.5 | 15.51 | |||||
| 3 | 20 | 4.5 | 3 | 4.5 | 4.5 | 15.14 | 14.2 | |||
| 4 | 4.5 | 3 | 4.5 | 4.5 | 13.26 | |||||
| 5 | 25 | 4.5 | 3.5 | 4.5 | 4.5 | 14.35 | 14.615 | |||
| 6 | 4.5 | 3.5 | 4.5 | 4.5 | 14.88 | |||||
| 7 | 30 | 4.5 | 3.5 | 4.5 | 4.5 | 15.35 | 14.805 | |||
| 8 | 4.5 | 2.5 | 4.5 | 4.5 | 14.26 | |||||
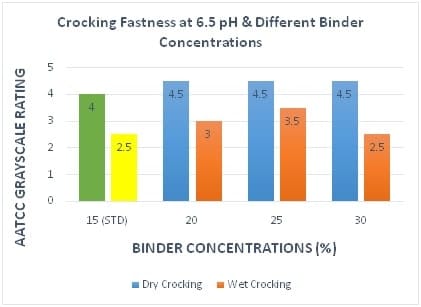
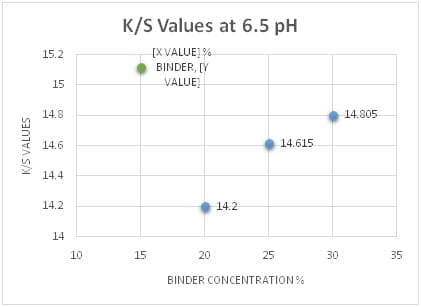
Table 4.10 L*a*b* Values at 6.5 pH & Diff Binder Conc.
| S # | Binder (%) | L* | Avg | a* | Avg | b* | Avg |
| 1 | 15 | 21.77 | 21.77 | 0.51 | 0.51 | 0.99 | 1.06 |
| 2 | 21.77 | 0.51 | 1.13 | ||||
| 3 | 20 | 21.3 | 22.08 | 0.4 | 0.415 | 0.87 | 0.95 |
| 4 | 22.86 | 0.43 | 1.03 | ||||
| 5 | 25 | 21.7 | 21.355 | 0.47 | 0.44 | 0.58 | 0.54 |
| 6 | 21.01 | 0.41 | 0.5 | ||||
| 7 | 30 | 20.91 | 21.25 | 0.35 | 0.35 | 0.53 | 0.57 |
| 8 | 21.59 | 0.35 | 0.61 |
4.6.2. EXPERIMENTATION AT 5.5 pH AND DIFFERENT BINDER CONCENTRATION
Table 4.11 Experimentation at 5.5 pH & Diff Binder Conc.
| S # | Recipe | Crocking Fastness | Washing Fastness | Color Strenght | |||||
| Binder (%) | Cure Time | Cure Temp | pH | Dry | Wet | Shade change | Staining | K/S values | |
| 1 | 15 | 5 min | 150°C | 5.5 | 4 | 2.5 | 4.5 | 4.5 | 15.12 |
| 9 | 15 | 4.5 | 2.5 | 4.5 | 4.5 | 14.77 | |||
| 10 | 20 | 4.5 | 3.5 | 4.5 | 4.5 | 13.90 | |||
| 11 | 25 | 4.5 | 3.5 | 4.5 | 4.5 | 14.2 | |||
| 12 | 30 | 4.5 | 3.5 | 4.5 | 4.5 | 14.6 | |||
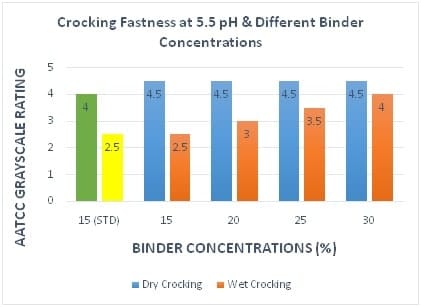
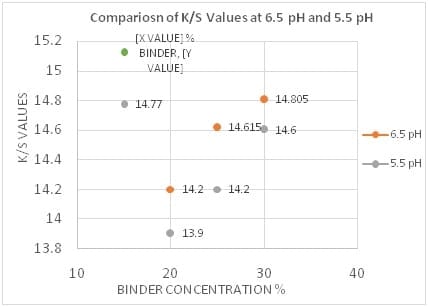
Table 4.12 L*a*b* Values at 5.5 pH & Diff Binder Conc.
| S # | Binder (%) | L* | a* | b* |
| 9 | 15 | 21.055 | 0.57 | 0.855 |
| 10 | 20 | 20.2 | 0.34 | 0.92 |
| 11 | 25 | 20.6 | 0.29 | 0.78 |
| 12 | 30 | 15.9 | 0.31 | 0.32 |
4.6.2.1. Conclusion:
This experiment has been performed specially to check binder results in two different pH condition and evaluate their fastness results under the consideration of effects of binder amount and pH on K/S values and lab values. 25% binder shows best result of fastness and K/S as more pigment particles are captured by binder by increasing it up to the optimum level as per pigment amount so that’s why 25% binder is selected for further experiments as well.
Also 6.5 pH gives best result as shown in table that’s why further experiments will be conducted in similar pH condition.
4.6.3. EXPERIMENT AT DIFFERENT CURING TIME & TEMPERATURE
Table 4.13 4.6.3.Experimentation at Diff Cure Time & Temp.
| S # | Recipe | Crocking Fastness | Washing Fastness | Color Strength | |||||
| pH | Curing Time | Curing Temp | Binder (%) | Dry | Wet | Shade change | Staining | AvgK/S | |
| 13 | 6.5 | 3 | 150°C | 25 | 4 | 3.5 | 5 | 4.5 | 16.12 |
| 14 | 4 | 3 | 4.5 | 4 | |||||
| 15 | 4 | 4.5 | 3.5 | 4.5 | 4.5 | 17.235 | |||
| 16 | 4.5 | 3.5 | 4.5 | 4.5 | |||||
| 17 | 5 | 4.5 | 3.5 | 4.5 | 4.5 | 17.5 | |||
| 18 | 4.5 | 3.5 | 4.5 | 4.5 | |||||
| 19 | 4 | 160°C | 4.5 | 3.5 | 4.5 | 4.5 | 17.57 | ||
| 20 | 4.5 | 3.5 | 5 | 4.5 | |||||
| 21 | 3 | 180°C | 4.5 | 3.5 | 5 | 4.5 | 15.65 | ||
| 22 | 4.5 | 4 | 4.5 | 4.5 | |||||
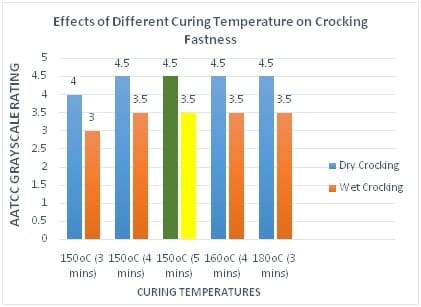
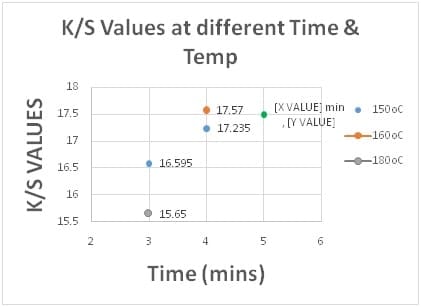
Table 4.14 L*a*b* Values at Diff Cure Time & Temp.
| Recipe | L*a*b Values | |||||||
| S # | Curing Time | Curing Temp | L* | Avg | a* | Avg | b* | Avg |
| 13 | 3 | 150°C | 19.68 | 19.98 | 0.24 | 0.315 | 0.47 | 0.58 |
| 14 | 20.28 | 0.39 | 0.69 | |||||
| 15 | 4 | 19.58 | 19.475 | 0.31 | 0.305 | 0.28 | 0.385 | |
| 16 | 19.37 | 0.3 | 0.49 | |||||
| 17 | 5 | 19.9 | 19.8 | 0.26 | 0.24 | 0.50 | 0.55 | |
| 18 | 19.7 | 0.22 | 0.60 | |||||
| 19 | 4 | 160°C | 19.25 | 19.46 | 0.35 | 0.335 | 0.54 | 0.555 |
| 20 | 19.67 | 0.32 | 0.57 | |||||
| 21 | 3 | 180°C | 20.6 | 21.015 | 0.31 | 0.335 | 0.76 | 0.8 |
| 22 | 21.43 | 0.36 | 0.84 | |||||
4.6.3.1. Conclusions:
After selected 25% binder which gives best results at 6.5 pH, it is kept constant and further experiments are performed at different curing time and temperature conditions to find out the best possible conditions for pigment printing without any significant loss in any other property.
Different experiments are taken at Curing time of 3,4 and 5 minutes to find out what difference does the Curing time make and according to the results obtained it is clear from the Table that Curing time of 4 minutes gives good result as compared to the Standard time of 5 minutes, Hence Curing time can be set at 4 minutes which saves 1 minute for Pigment Printing. For further experiments Curing time of 4 minutes is kept constant.
Experiments at different temperature conditions are also performed to find out what difference does change in temperature makes and according to the results obtained 150◦C gives best possible results so there is no need to increase temperature of Curing. Hence for Further Experiments Curing temperature of 150◦C is kept constant.
The best Curing Conditions is found to be 4 minutes at 150◦C.
4.6.4. EXPERIMENT AT DIFFERENT FIXER CONCENTRATION
Table 4.15 Experimentation at Different Fixer Conc.
| Recipe | Crocking Fastness | Washing Fastness | Color Strength | |||||||
| S # | Cure Temp | Binder (%) | Cure Time | pH | Fixers | Dry | Wet | Shade change | Staining | AvgK/S |
| 23 | 150◦C | 25 | 4mins | 6.5 | 2 | 4.5 | 3.5 | 4.5 | 4.5 | 16.45 |
| 24 | 4.5 | 4 | 4.5 | 4.5 | ||||||
| 25 | 4 | 4.5 | 3.5 | 4.5 | 4.5 | 14.02 | ||||
| 26 | 4.5 | 4 | 4.5 | 4.5 | ||||||
| 27 | 6 | 4.5 | 3.5 | 4.5 | 4.5 | 17.34 | ||||
| 28 | 4.5 | 3.5 | 4.5 | 4.5 | ||||||
| 29 | 5 mins | 2 | 4.5 | 3.5 | 4.5 | 4.5 | 16.49 | |||
| 30 | 15 | 2 | 4.5 | 3.5 | 4.5 | 4.5 | 16.8 | |||
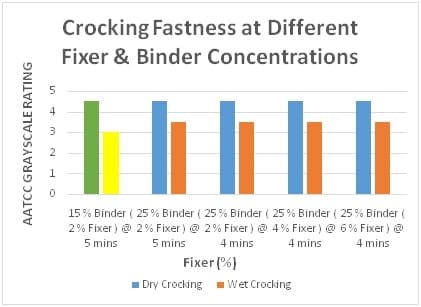
Table 4.16 L*a*b* Values at Diff Fixer Amount
| Recipe | L*a*b* Values | ||||||
| S # | Fixers ( %) | L* | AVG | a* | AVG | b* | AVG |
| 23 | 2 | 19.85 | 19.88 | 0.41 | 0.425 | 0.67 | 0.65 |
| 24 | 19.9 | 0.44 | 0.63 | ||||
| 25 | 4 | 22.57 | 21.92 | 0.44 | 0.355 | 0.83 | 0.77 |
| 26 | 21.26 | 0.27 | 0.71 | ||||
| 27 | 6 | 19.15 | 19.65 | 0.36 | 0.355 | 0.53 | 0.62 |
| 28 | 20.14 | 0.35 | 0.71 | ||||
| 29 | 2 | 21.65 | 21.65 | 0.45 | 0.45 | 1.26 | 1.26 |
| 30 | 2 | 20.58 | 20.58 | 0.47 | 0.47 | 1.13 | 1.13 |
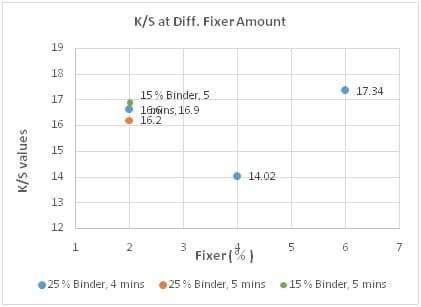
4.6.4.1. Conclusion:
After maintaining Curing conditions at 4 minutes and 150◦C, different fixer amount is used to find out what changes does fixer concentration makes to fastness properties as well as how much it affects hand feel of the fabric since adding high amount of fixer can make the fabric stiff.
The result of experiments performed shows that there is no considerable change in fastness properties by increasing the fixer amount from 2% to 4% or 6% when binder concentration is kept at 25% and also the fabric gets a bit stiff when high amount of cross linkers are added hence this shows that increasing fixer concentration to high extent does not really benefit pigment printing so fixer concentration of 2% is kept constant for further experiments.
Curing time of standard 5 minutes is also checked once again to verify whether it improves fastness or any property but even when 2% fixer is added curing time of 4minutes gives same results.
Also the combination of 25% binder and 2% binder gives improves wet fastness as compared to the standard recipe of 15% binder and 2% without any considerable loss of K/S. Hence 25% binder and 2% fixer is kept constant for further experiments.
4.6.5. EXPERIMENT AT DIFFERENT SOFTENER (g/l)
Table 4.17 Experimentation at Diff Softener Amount
| S.# | Recipe | Crocking Fastness | Washing Fastness | Color Strength | ||||||
| Cure Time | Binder (%) | Cure Temp | Softener (g/l) | pH | Dry | Wet | Shade change | Staining | AvgK/S | |
| 31 | 4mins | 15 | 150°C | 10 | 6.5 | 4.5 | 3 | 4.5 | 4.5 | 14.925 |
| 32 | ||||||||||
| 33 | 25 | 10 | 4.5 | 3.5 | 4.5 | 4.5 | 14.525 | |||
| 34 | ||||||||||
| 35 | 15 | 20 | 4.5 | 3 | 4.5 | 4.5 | 15.35 | |||
| 36 | 15 | 40 | 4.5 | 3 | 4.5 | 4.5 | 15.19 | |||
| 37 | 25 | 40 | 4.5 | 3.5 | 4.5 | 4.5 | 17.73 | |||
| 38 | 25 | 20 | 4.5 | 3.5 | 4.5 | 4.5 | 16.2 | |||
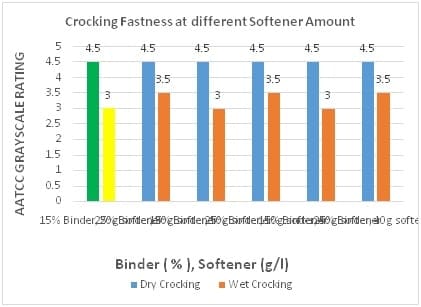
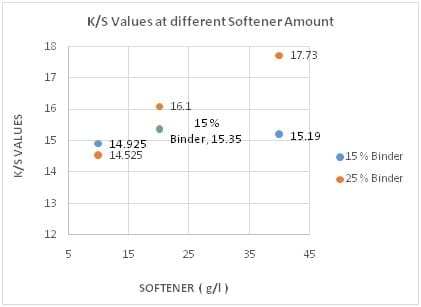
Table 4.18 L*a*b* Values at Diff Softener Amount
| S # | RECIPE | Lab Values | |||||||||
| Cure Time(min) | Binder (%) | Cure Temp(°C) | Softener (g/l) | pH | L* | Avg | a* | Avg | b* | Avg | |
| 31 | 4 | 15 | 150 | 10 | 6.5 | 22.65 | 23.02 | 0.51 | 0.51 | 1.58 | 1.63 |
| 32 | 23.39 | 0.51 | 1.67 | ||||||||
| 33 | 25 | 10 | 19.86 | 20.81 | 0.38 | 0.405 | 0.83 | 0.99 | |||
| 34 | 21.76 | 0.43 | 1.16 | ||||||||
| 35 | 15 | 20 | 21.87 | 21.87 | 0.57 | 0.57 | 1.68 | 1.68 | |||
| 36 | 15 | 40 | 22.12 | 22.12 | 0.48 | 0.48 | 1.81 | 1.81 | |||
| 37 | 25 | 40 | 20.42 | 20.42 | 0.39 | 0.39 | 1.17 | 1.17 | |||
| 38 | 25 | 20 | 19.15 | 19.15 | 0.41 | 0.41 | 0.79 | 0.79 | |||
4.6.6. EXPERIMENT AT DIFFERENT FIXER ( % ) & SOFTTNER (g/l)
Table 4.19 Experimentation at Different Fixer and Softener Amount
| Recipe | Crocking Fastness | Washing Fastness | Color Str. | |||||||
| S # | Cure Time(mins) | Binder (%) | Cure Temp(°C) | Softener (g/l) | Fixer (%) | Dry | Wet | Shade change | Staining | AvgK/S |
| 39 | 4 | 15 | 150 | 20 | 2 | 4.5 | 3.5 | 4.5 | 4.5 | 15.93 |
| 40 | 25 | 4.5 | 4 | 4.5 | 4.5 | |||||
| 41 | 15 | 40 | 4.5 | 3.5 | 4.5 | 4.5 | 17.06 | |||
| 42 | 25 | 4.5 | 3.5 | 4.5 | 4.5 | |||||
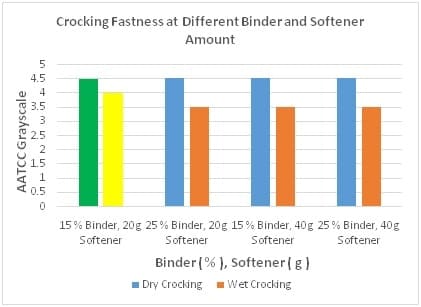
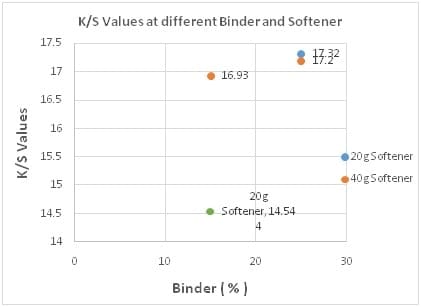
4.6.6.1. Conclusion:
Experiments are performed to check how softener amount affects fastness properties and K/S in Pigment Printing. Results at amount of 10g/l, 20g/l, and 40g/l are evaluated to check how fastness properties changes with softeners amount and also how much hand feel of pigment printed fabric changes. Maximum 40g/l is selected to avoid yellowing effects which can be caused by Softeners.
According to the results obtained, 20g/l softener with 25% binder concentration gives best results and also as compared to the standard amount of 20g/l softener with 15% binder, the experiment performed at 20g/l softener with 25% binder concentration gives improved wet crocking fastness without any yellowing effect.
Hence from the following experiments, amount of 20g/l is kept constant and chosen as best possible amount for pigment printing.
CHAPTER 5
5. Discussion
This chapter includes the final recipes of this project which were taken from the experimentation based on obtained results. In this chapter, the final recipes were compared with the standard recipes to highlight the reasons for considering these recipes as final recipes of this project. There are four final recipes in this chapter, each recipe contains the addition of a parameter or parameters which cause to increase the fastness as well as the K/S of printed sample.
‘Standard 1’ is the standard recipe of the pigment printing where as batch1, batch 2, batch 3 and batch 4 are the four final recipes.
5.1. Standard 1
Table 5.1 Standard Recipe
| Recipe | Results | ||
| Pigment | 5% | Wet crocking | 2.5 |
| Binder | 15% | Dry crocking | 4 |
| Thickener | 2-3% | Staining | 4 |
| Temperature | 150oC | Shade change | 4 |
| Time | 5mins | K/S | 15.12 |
| pH | 6.5 | L | 21.77 |
| a* | 0.51 | ||
| b* | 1.06 | ||
5.1.1. Batch 1
Table 5.2 Batch 1
| Recipe | Results | ||
| Pigment | 5% | Wet crocking | 3.5 |
| Binder | 25% | Dry crocking | 4.5 |
| Thickener | 3% | Staining | 4.5 |
| Temperature | 150oC | Shade change | 4.5 |
| Time | 4mins | K/S | 17.235 |
| pH | 6.5 | L | 19.5 |
| a* | 0.305 | ||
| b* | 0.385 | ||
5.1.2. Explanation:
In ‘batch 1’ the amount of binder is increased from 15% to 25%, which increase dry crocking fastness as shown in table, wet crocking fastness, shade change, staining and K/S as well.
Which shows that there should be appropriate amount of binder should be used for specific amount of pigment in order to get the maximum fastness results, the amount of binder used is also depends on the shade or color of pigment. For the same amount of pigment different amount of binder can be used to get best fastness results for different shades.
It also shows that when using appropriate amount of binder, the same color strength can be obtained by using less amount of pigment as the experiment suggest color strength of 15% binder with 5% pigment is 15.12 whereas color strength of 25% binder with 5% pigment has improved to 17.23.
5.2. Standard 2
5.2.1. Standard 1 with Fixer
Table 5.3 Standard Recipe with Fixer
| Recipe | Results | ||
| Pigment | 5% | Wet crocking | 3.5 |
| Binder | 15% | Dry crocking | 4.5 |
| Thickener | 3% | Staining | 4.5 |
| Temperature | 150oC | Shade change | |
| Time | 5mins | K/S | 16.8 |
| pH | 6.5 | L | 20.6 |
| Fixer | 2% | a* | 0.4 |
| b* | 0.13 | ||
5.2.2. Batch 2
Table 5.4 Batch with fixer
| Recipe | Results | ||
| Pigment | 5% | Wet crocking | 3.5 |
| Binder | 25% | Dry crocking | 4.5 |
| Thickener | 3% | Staining | 4.5 |
| Temperature | 150oC | Shade change | |
| Time | 4mins | K/S | 16.45 |
| pH | 6.5 | L | 19.9 |
| Fixer | 2% | a* | 0.42 |
| b* | 0.65 | ||
5.2.3. Explanation
In this, fixer is used with standard recipe to increase the cross linking which leads towards the increase in fastness properties of pigment printing. In batch 2 the same amount of fixer is used with the increased amount of binder but there was no effect of binder on the fastness and K/S. This indicates that fastness and K/S can either be increased by using appropriate amount of binder or by using fixer both are alternatives.
5.3. Standard 3
5.3.1. Standard 1 with Softener
Table 5.5 Standard Recipe with softener
| Recipe | Results | ||
| Pigment | 5% | Wet crocking | 3 |
| Binder | 15% | Dry crocking | 4.5 |
| Thickener | 3% | Staining | 4.5 |
| Temperature | 150oC | Shade change | |
| Time | 5mins | K/S | 15.35 |
| pH | 6.5 | L | 21.87 |
| Softener | 20g/l | a* | 0.57 |
| b* | 1.58 | ||
5.3.2. Batch 3
Table 5.6 Batch with softener
| Recipe | Results | ||
| Pigment | 5% | Wet crocking | 3.5 |
| Binder | 25% | Dry crocking | 4.5 |
| Thickener | 3% | Staining | 4.5 |
| Temperature | 150oC | Shade change | |
| Time | 4mins | K/S | 15.67 |
| pH | 6.5 | L | 19.15 |
| Softener | 20g/l | a* | 0.41 |
| b* | 0.79 | ||
5.3.3. Explanation
In this recipe, Softener is used to evaluate its effect on fastness and K/S of printed sample. Firstly, Softener is used with standard recipe and then in batch 3 softener is used with increased amount of binder to compare the effect of softener relative to binder amount.
The results obtained were, there were slight increase in wet crocking fastness but decrease in K/S value the reason because the softener create layer on the surface of print and cause to reduce in loss of pigment during rubbing or washing. The reason behind the decrease in strength of color while using high amount of binder is that softener layer create hurdle during fixation of pigment and excess amount of binder does not play role in cross linking or entrapping of pigment.
This shows, if softener is necessarily required to use as said by customer for creating softness, less amount of binder can be used to get the required results.
5.4. Standard 4
5.4.1. Standard 1 with Fixer and Softener
Table 5.7 Standard 1 With Fixer and Softener
| Recipe | Results | ||
| Pigment | 5% | Wet crocking | 3.5 |
| Binder | 15% | Dry crocking | 4.5 |
| Thickener | 3% | Staining | 4.5 |
| Temperature | 150oC | Shade change | |
| Time | 5mins | K/S | 16.92 |
| pH | 6.5 | L | 19.92 |
| Fixer | 2% | a* | 0.37 |
| Softener | 20g/l | b* | 0.83 |
5.4.2. Batch 4
Table 5.8 Batch 4
| Recipe | Results | ||
| Pigment | 5% | Wet crocking | 4 |
| Binder | 25% | Dry crocking | 4.5 |
| Thickener | 3% | Staining | 4.5 |
| Temperature | 150oC | Shade change | |
| Time | 4mins | K/S | 15.78 |
| pH | 6.5 | L | 19.23 |
| Fixer | 2% | a* | 0.29 |
| Softener | 20g/l | b* | 0.78 |
5.4.3. Explanation
In this recipe, fixer and softener both are used with standard recipe to check their effects on fastness properties. It is clear from the results that by using both fixer and softener high rating of fastness is obtained. As compared to Standard, fastness properties are improved but K/S has decreased because of using high concentration of binder with both fixer and softener.
CHAPTER 6
6. Conclusion
After performing more than 50 experiments of pigment printing in different conditions of curing time, temperature, binder concentration, fixer concentration and softener amount it is clear that high fastness properties of pigment printing can also be achieved. For years pigment printing has been on rise and it will continue to grow since the negative aspect of pigment printing which is low fastness property of standard recipe can be countered by altering the standard recipe.
This chapter gives the best recipes for high fastness properties of pigment printing which is obtained without use of any ultra fast binder or any expensive chemical. Advantages and limitations of each recipe is also discussed so a decision can be made regarding need of each customer.
Following are the obtained Recipes with improved fastness properties:
6.1. RECIPE 1:
Table 6.1 Final Recipe 1
| Pigment | 5% |
| Binder | 25% |
| Thickener | 3% |
| Temperature | 150oC |
| Time | 4mins |
| pH | 6.5 |
WET CROCKING: 3.5
DRY CROCKING: 4.5
6.1.1. ADVANTAGES:
- Improved fastness properties can be obtained just by increasing binder concentration.
- Without using fixer, Crocking fastness is improved.
- Low Cost
- Since fixer is not used, this recipe does not impact Environment adversely and there is no presence of formaldehyde in Fabric printed with this Recipe.
- Ultra high fastness binder is not required.
6.2. RECIPE 2:
Table 6.2 Final Recipe 2
| Pigment | 5% |
| Binder | 25% |
| Thickener | 3% |
| Temperature | 150oC |
| Time | 4mins |
| pH | 6.5 |
| Fixer | 2% |
WET CROCKING: 3.5
DRY CROCKING: 4.5
6.2.1. ADVANTAGES:
- Improved fastness properties are obtained.
- Moderate Cost
- Ultra high fastness binder is not required
- Expensive/Special Fixers with high amount of cross linkers are not required since this recipe improves fastness properties without use of any Special Fixer.
6.2.2. LIMITATIONS:
- The use of fixer can affect environment adversely.
6.3. RECIPE 3:
Table 6.3 Final Recipe 3
| Pigment | 5% |
| Binder | 25% |
| Thickener | 3% |
| Temperature | 150oC |
| Time | 4mins |
| pH | 6.5 |
| Softener | 20g/l |
WET CROCKING: 3.5
DRY CROCKING: 4.5
6.3.1. ADVANTAGES:
- Improved fastness properties are obtained.
- Moderate Cost
- Softeners improves hand feel.
- Ultra high fastness binder is not required.
- Fixer is not required which makes this recipe Environmentally friendly.
6.3.2. LIMITATIONS:
- K/S is decreased because of softener.
- Softener can also cause yellowing effects on fabric.
- Increases time for pigment printing since padding for softener is done.
6.4. RECIPE 4:
Table 6.4 Final Recipe 4
| Pigment | 5% |
| Binder | 25% |
| Thickener | 3% |
| Temperature | 150oC |
| Time | 4mins |
| pH | 6.5 |
| Fixer | 2% |
| Softener | 20g/l |
WET CROCKING: 4
DRY CROCKING: 4.5
6.4.1. ADVANTAGES:
- Improved fastness properties are obtained.
- Highest Wet fastness rating i.e 4 can be achieved by using this recipe.
- The use of Ultra high fastness Binder is not required.
- The use of Expensive Fixer is not required.
- This recipe can be used for products where fastness property is top priority of customer since both wet and dry crocking is atleast 4.
6.4.2. LIMITATIONS:
- Expensive recipe since both fixer and softener are used.
- The use of fixer can affect environment adversely.
- K/S is decreased since high concentration of binder with fixer and softener is used.
- Fabric has become stiff and this recipe cannot be used for clothes.
Hence the above mentioned 4 recipes gives improved fastness properties and are the best possible recipes with high fastness properties in pigment printing. The limitation of pigment printing that is low fastness properties can be overcome by using these recipes. Each recipe proves to have its own significance and also some limitations so a decision regarding which one is the best recipe can vary from customer to customer requirement. The decision regarding best recipe can be made for everyone in a unique way by considering cost, amount of chemicals available, customers requirement, time and also the advantages and limitations of each recipe but still after considering every advantage, limitation and results of fastness properties a single best recipe can be picked which is recipe 1 since this recipe has lowest cost as compared to other recipes and there is no use of fixer which makes it environmental friendly, softener is also not used in it and the fastness property result is improved hence the goal of the project which is improving fastness property of pigment printing is achieved.
References:
| [1] | W. S. a. G. Faulhaber, “The Development of Pigment Printing – -,” Review of Progress in Coloration, vol. 14, no. 1, pp. 166-175, 1984. |
| [2] | A. Shahriar, “abushahriar.blogspot.com,” 25 August 2015. [Online]. Available: http://abushahriar.blogspot.com/2010/02/printing.html. |
| [3] | R. Sinclair, “Basic Printing: Pigment Printing,” in Textiles and Fashion – Materials, Design and Technology, R. Sinclair, Ed., (Woodhead Publishing Series in Textiles, 2014. |
| [4] | Z. A. N. A. C. Q. K. a. A. B. S. Wazeer Hussain Solangi, “Influence of Binders and Thickeners of Pigment Printing paste on Light Fastness and Crocking Fastness of the Fabric,” International Journal of Science and Research, vol. 3, no. 5, pp. 1024-1033, 2014. |
| [5] | Z. Industries, “Zyndex Industries,” [Online]. Available: http://zydexindustries.com/blog-post/advantages-of-eco-friendly-pigment-printing-process. |
| [6] | M. A. Sayed, “TEXTILE APEX,” 03 04 2014. [Online]. Available: https://textileapex.blogspot.com/2014/03/pigment-printing-advantages-disadvantages.html. |
| [7] | R. Z. KONRAD NOSTADT, “Softeners in the textile,” Colourage, no. January, pp. 53-58, 1997. |
| [8] | J. M. M. S. A. M. K. A. K. A. Mansoor Iqbal, “Comparison between Pigment Printing Systems with Acrylate and Butadiene Based Binders,” Journal of Analytical Sciences, Methods and Instrumentation, vol. III, no. 2, pp. 87-91, 2012. |
| [9] | M. F. H. M. K. M. R. M. M. s. Asaduzzaman, “Effects of Binder and Thickeners of Pigment Printing Paste on fastness properties of printed fabric,” International Journal of Scientific & Engineering Research, vol. 7, no. 9, pp. 710-716, 2016. |
| [10] | S. D. K. a. J. K. Shekh Md. Mamun Kabir, “Application of Jackfruit Latex Gum as an Eco-friendly Binder to Pigment Printing,” Fibers and Polymers, vol. 19, no. 11, pp. 2365-2371, 2018. |
| [11] | C. A. L. L. B. R. A. R. V. Adi B. Chehna, “AATCC Technical Manual,” AMERICAN ASSOCIATION OF TEXTILE CHEMISTS AND COLORISTS, 2014. |
| [12] | E. Trotman, Dyeing and Chemical Technology of Textile Fibres, Charles Griffin and Co. Ltd, 1984. |
| [13] | D. W. Barry Sullivan, “Evaluation and Testing of Color Strength Measuring Methods in the Graphic Arts,” Rochester Institute of Technology RIT Scholar Works, 1975. |
| [14] | A. D. Broadbent, Basic Principles of Textile Coloration, Society of Dyes and Colorist, 2001. |
| [15] | P. D. F. M. K. J. a. A. S. Burak Aksoy, “NEW MEASURES OF WHITENESS THAT CORRELATE,” Western Michigan University, 2002. |