Last Updated: February 26, 2025
What is Line Balancing?
A line is defined as a group of operators under the control of one production supervisor. It is a function of the work study office to provide management with information to help the efficient and productive running of the factory, and part of this information is the process known as line balancing. Line balancing is an effective tool to improve the throughput of assembly lines and work cells while reducing manpower requirements and costs.

Line balancing is crucial in the efficient running of a production line and the objective of line balancing is to balance the workload of each operation so that the flow of work is smooth, no bottleneck processes are created and the operators could be able to work at higher performance throughout the day. It is intended to cut down the waiting time to a minimum or with the use of work in progress (WIP) to get rid of waiting time completely. Line balancing is defined as ‘the engagement of sequential work activities into production line to achieve a high utilization of labor and equipment and hence minimizes idle time’. Balancing may be accomplished by adjustment of the work stations or by including machines and/or workers at some of the production lines so that all operations take about the same quantity of time.
Why Line Balancing is Essential in Garment Industry?
The productivity of a garment industry is based not only on the efficiency of every operator but also on the possibility of groups working. Line balancing in the garment industry refers to the process of distributing work tasks evenly across different workstations or operators in a production line. It plays a significant role in achieving operational excellence and meeting customer expectations.
- Keeping inventory cost low
- To enable the operator to work at an optimal pace
- To enable the supervisor to attend other problems
- To enable better production planning
- Balancing production line results in on time shipments, low cost and ensures reorders
Goals for Line Balancing in Garment Industry:
The goal of line balancing is to optimize productivity, minimize idle time, and ensure that all operations within the production line are completed within a specified time frame. Besides,
- Meet production schedule
- Avoid the waiting time
- Minimize overtime
- Protect operator earnings
Production Line Balancing:
The line balancing approach is to create the production lines flexible enough to take up external and internal abnormalities in production. There are two types of line balancing:
- Static balance: It is a long-term difference in capacity over a period of several hours or more. Static imbalance could lead to underutilization of machines, men and production lines.
- Dynamic balance: It is nothing but short-term changes in capacity like for a minute or an hour maximum. Dynamic imbalance occurs from product mix changes and difference in work time unrelated to product mix.
Points to Be Noted When Line Balancing:
- Meet production target by usage of
- Regular operators
- Utility operators
- Shuttle operators
- Work flow should be constant throughout all operations
- Avoid overtime
- Determine human resources
- Check absences daily
- Assign utility shuttle operators based on need
- Update daily production every two hours
Micro-Steps in Line Balancing:
The steps to a properly balanced line are
- Calculation of the labor requirements
- Sectionalisation
- Operation breakdown
- Theoretical operation balance
- Skills Inventory
- Initial balance
- Balance control
Above points are briefly summarized below.
1. Calculation of Labor Requirements:
With good work measurement records, the work content of a new garment can be calculated. The number of people required will depend upon the probable efficiency of the line selected and the percentage of the time that they are at work and doing their own specialist jobs.
2. Sectionalisation:
This is the extent to which the manufacture of the garment is split among different operations, in the interest of greater specialization and thus efficiency.
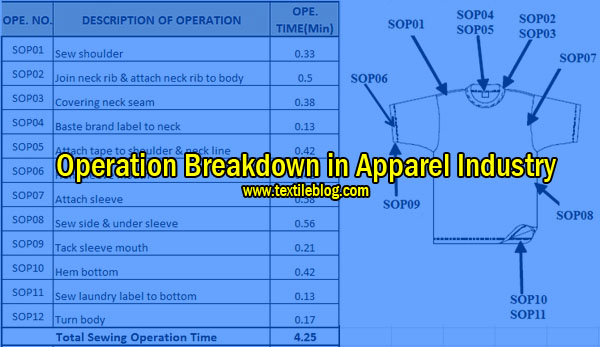
3. Operation Breakdown:
This usually takes the form of the element descriptions from the method study, together with the appropriate standard times and a note of the type of machinery required. Special work aids and attachments should also be mentioned on it.
4. Theoretical Operation Balance:
The elements are grouped together to match the number of people selected, in the calculation of labor requirements. No allowance is made for the varying ability of the people who will man the workstations.
5. Skills Inventory:
This consists of a list of the people in the section or factory, which shows their ‘expected performance’ at various types of work. It provides both a talent list for section/team manning and also a means of planning the growth of the skills of the workforce.
6. Initial Balance:
The expected performance of the people available must be taken from the skills inventory, in order to manage the line in a way that smoothes out the potential variations in output between the stations shown in the theoretical balance. It is usual to select ‘floaters’ at this stage, which will help to cope with absenteeism and imbalance.
7. Balance Control:
Balance control is perhaps the most vital skill in a supervisor, with its objective to maintain the highest output and not just to keep people busy. For simplicity, the worked examples in the text and in three of the questions in the next chapter are taken from the same case study.
Macro-Steps in Line Balancing:
The method of line balancing can vary from factory to factory and depend on the type of garments manufactured, but in any instance, line balancing concerns itself with two distinct applications. They are ‘setting up’ a line and ‘running’ a line.
a) Setting Up a Line:
Before a new style is introduced to a production line, it is necessary to establish the operation sequence, the time, the type of equipment and the attachments required to manufacture the order. Management must have this information before the commencement of the order, so that the line can be balanced and laid out in such a way as to maximize productivity.
Two methods can be used to set up a line:
- Method 1: Calculating the number of operators necessary to achieve a given production rate per hour.
- Method 2: Calculating the number of garments to be produced by a given number of operators.
The following information is required for balancing a line:
- The size of the group
- An operation sequence
- The standard time for each operation
- The total standard time for the garment
***Line Imbalance
A series of operations is involved in producing a garment. In bulk garment production, generally a group of people works in a particular assembly line and every operator is capable of doing only one specific operation and then hands over the product to the next operator to carry out the next operation. Under some circumstances, in the assembly line it could be observed that work is started to pile up in a particular production line and a few operators are idle. When this situation arises in the production line, it is known as an imbalanced line and it happens due to two main reasons: difference in work content in dissimilar operations and variation in performance level of an operator.
The main important aspect to be considered for imbalance in a line is the identification of the bottleneck area in the production process.
b) Running a Line:
- There should be a reasonable level of work in progress. A recommended level is between 30 minutes to 1 hour between operations. Anything below 30 minutes will not give the supervisor sufficient time to react to a breakdown. Anything above 1 hour’s supply is unnecessary.
- Work in progress should always be kept in good order and full view.
- Have a number of additional machinists trained on many operations so that they can be used where necessary to cover for absenteeism. Therefore, if absenteeism is 5%, a squad of skilled operators would be required to cover this amount.
- Space should be made available within the line for spare machines in case of a breakdown.
- Ensure that the mechanics keep the machines regularly serviced.
- If a bottleneck keeps occurring at a particular place in the line, improve the method to eliminate the bottleneck. It is most important to establish where this point is on the line.
- Supervisors must know the capabilities and skills of the operators under their control.
- Supervisors must learn that the amount of work waiting for each operation will increase or decrease over a period of time, and must plan when to take appropriate action.
- Supervisors could carry out balancing duty regularly at 2-hour intervals, checking every operation on the line to ensure that the WIP level is within the correct limits.
- Balancing duties should be carried out on time irrespective of what else the supervisor is doing.
- The supervisor should be able to make up his or her mind about what to do if the levels are not correct, and not have to wait for a manager to make the decision.
Important Aspects of Line Balancing in Garment Industry:
There are certain aspects that have to be determined for line balancing in garment industry as given below:
- Determination of the cycle time
- Determination of the ideal number of work required in the line
- Balancing efficiency
1. Determination of Cycle Time (CT):
Cycle time is the time interval at which completed garments leave the production line. When the quantity of output units required per period is specified and the available time per period is given, then
…………………………..Available time per period
Cycle time (CT) = ————————————————————-
……………………….Output units required per period
2. Determination of the Ideal Number of Workers Required in the Line:
Ideal number of workers required in the assembly line and production line,
…(Total operation or task time) x (Output units required per period)
= ————————————————————————————————————-
………………..Available time per period per worker
3. Balancing Efficiency:
A well-organized line balancing system could reduce the idle time and could be determined as
……………………………………………Output of task time
Balancing efficiency (%) = ————————————————————–
……………………………………….Input by workstation times
Conclusion:
Line balancing is an ongoing process that requires continuous monitoring, analysis, and adjustment to optimize production efficiency and meet customer demands in the garment industry. By achieving a balanced production line, manufacturers can improve throughput, minimize lead times, and enhance overall productivity.
References:
- Apparel Manufacturing Technology by T. Karthik, P. Ganesan, D. Gopalakrishnan
- Industrial Engineering in Apparel Production By V. Ramesh Babu
- Automation in Garment Manufacturing Edited by Rajkishore Nayak and Rajiv Padhye
- https://textilelearner.net/productivity-by-line-balancing/
You may also like:
- Operation Breakdown in Apparel Industry
- Efficiency and Productivity of Sewing Line
- Productivity Improvement Techniques in Garment Industry